.png)
POWERMAT PM-IMGT-330L Invertorová zváračka 4v1
Kód: PM_PM1265Súvisiaci tovar





Podrobný popis
Technické údaje
- Metóda zvárania: MMA | MMA PULSE | TIG-LIFT | TIG-LIFT PULSE
- Napájanie: 230 V / 50 Hz
- Spotreba energie: 7,6 kVA
- Rozsah zváracieho prúdu MMA: 20 - 330 [A]
- Rozsah zváracieho prúdu TIG: 15 - 330 [A]
- Zvárací prúd, 100 % pracovný cyklus: 262 A
- Zvárací prúd, pracovný cyklus 60 %: 330 A
- Menovitý pracovný cyklus: 60 %
- Priemer drôtu elektródy: 1,6 - 4 mm
- Trieda izolácie: F
- Stupeň ochrany: IP21S
- Dĺžka napájacieho kábla: 155 cm.
- Hmotnosť jednotky: 3,4 kg
- Hrubá hmotnosť: 5 kg
Balenie obsahuje:
- Zváračka POWERMAT PM-IMGT-330L
- Uzemňovací kábel (200 cm)
- Zvárací kábel (200 cm)
- Zváracia maska
- Kladivo s kefou
- Originálne balenie
Vlastnosti modelu PM-IMGT-330L
Zabudované automatické funkcie na uľahčenie práce:
HOT START ľudovo nazývaný horúci štart umožňuje dočasné zvýšenie zváracieho prúdu nad hodnotu nastavenú zváračom. HOT START funguje v okamihu zapálenia oblúka a je navrhnutý tak, aby zabránil prilepeniu elektródy k materiálu. Je veľkým pomocníkom pri zapaľovaní elektródy.
ANTI STICK odpojí/minimalizuje zváracie napätie a prúd v prípade skratu medzi elektródou a zváraným materiálom. ANTI STICK umožňuje zváračovi ľahšie odpojiť elektródu.
Funkcia ARC FORCE stabilizuje oblúk bez ohľadu na jeho dĺžku. Zníženie hodnôt funkcie vedie k mäkšiemu oblúku a menšej hĺbke prieniku, zatiaľ čo zvýšenie hodnôt funkcie vedie k hlbšiemu prieniku a možnosti zvárania krátkym oblúkom. Pri najvyššej hodnote funkcie ARC FORCE je možné "zatlačiť elektródu do bazéna roztaveného kovu a prepáliť materiál. Tento model má automatické nastavenie sily oblúka ARC FORCE.
VRD je systém zníženia napätia navrhnutý tak, aby vypol napájanie v priebehu niekoľkých milisekúnd po ukončení zvárania. Táto funkcia je zodpovedná aj za zníženie napätia na zakrytej elektróde na bezpečnú úroveň. Funkcia VRD zapína a vypína zváracie napájanie, keď elektrický odpor medzi elektródou a obrobkom, meraný počas prevádzky, dosiahne príslušnú úroveň. Keď stroj nie je v prevádzke, VRD automaticky zníži napätie sekundárneho obvodu medzi zváracími hrotmi zo 105 V na 14-24 V (trvá to niekoľko milisekúnd).
Kompaktný a minimalistický dizajn
Zariadenie zvára od 20 do 330 A a umožňuje zváranie elektródami s priemerom od 1,6 mm do 4 mm.
Tranzistor IGBT spája výhody dvoch typov tranzistorov jednoduchosť ovládania tranzistorov s poľom a vysoké prierazné napätie a rýchlosť spínania bipolárnych tranzistorov. Zváranie elektródou s priemerom 1,6 mm je možné už so 16A oneskorenou poistkou triedy C. Prevádzka pri maximálnom prúde 330 A si vyžaduje poistku aspoň 20 A.
Zváračka váži len 3,4 kg, takže je veľmi praktická.
Vďaka použitiu veľkého ventilátora v malom kryte zváračky sa zvýšilo prúdenie vzduchu, čo znížilo teplotu tranzistorov. Účinnosť zariadenia dosahuje až 60 %.
Držiaky uľahčujú prácu so zváračkou, pretože ju robia ľahšie ovládateľnou.
Zváranie MMA
Pri metóde MMA sa používa krytá elektróda, ktorá pozostáva z kovového jadra pokrytého stlačeným povlakom. Medzi koncom elektródy a obrobkom vzniká elektrický oblúk. Oblúk sa spúšťa kontaktom medzi koncom elektródy a obrobkom. Elektróda sa roztaví a kvapôčky roztaveného kovu z elektródy sa cez oblúk prenesú do roztaveného zvarového kúpeľa a po ochladení vytvoria zvar. Zvárač pri tavení tlačí elektródu proti obrobku, aby udržal konštantnú dĺžku oblúka, a zároveň posúva taviaci sa koniec elektródy pozdĺž zvarovej čiary. Z plášťa taviacej sa elektródy sa uvoľňujú plyny, ktoré chránia roztavený kov pred atmosférou, a potom stuhne a na povrchu zvarového kúpeľa vytvorí trosku, ktorá chráni tuhnúci zvarový kov pred okolím. Keď sa elektróda vzdiali od obrobku, elektrický oblúk sa zastaví a proces zvárania sa preruší. Po položení jedného stehu sa troska musí mechanicky odstrániť.
Hlavným rozdielom oproti iným metódam zvárania je, že pri MMA je elektróda skrátená. Pri zváraní TIG a MIG/MAG zostáva dĺžka elektródy po celý čas konštantná a vzdialenosť medzi rukoväťou a obrobkom zostáva po celý čas konštantná. Pri MMA, aby sa udržala konštantná vzdialenosť medzi elektródou a zvarovým kúpeľom, musí sa držiak elektródy neustále pohybovať smerom k obrobku, čo spôsobuje, že osobitnú úlohu zohráva zručnosť zvárača.
Zváranie TIG
Zváranie metódou TIG je metóda, ktorá vytvára zvary najvyššej kvality. Zvárací oblúk žiari medzi žiaruvzdornou netaviacou sa volfrámovou elektródou a obrobkom. Inertný plyn, podľa ktorého je metóda pomenovaná, vytvára bezkyslíkovú atmosféru a zabraňuje chemickým reakciám v tekutom zvarovom kúpeli. Výsledkom sú hladké, rovnomerné zvary bez pórov. Prídavný materiál sa podáva ručne alebo z podávača drôtu.
Zváranie TIG je možné pre všetky zvárateľné kovy. Najväčší rozsah použitia majú nehrdzavejúce ocele a neželezné kovy, ako je hliník, meď a mosadz. Zváranie TIG sa používa predovšetkým pre koreňovú vrstvu zvaru, pretože zvary sú čisté a neporézne, a preto dobre odolávajú dynamickému zaťaženiu.
Inertný tieniaci plyn
Pri zváraní TIG sa používa inertný (nereaktívny) plyn. Plynová atmosféra má ochrannú funkciu - zabraňuje chemickým reakciám s tekutým zvarovým kúpeľom a ohrievaným materiálom. To zaručuje vysokú kvalitu zvarov.
Ako tieniace plyny sa používajú vzácne plyny, napríklad hélium, argón alebo ich zmesi. Najčastejšie sa používa argón: optimalizuje vlastnosti zapaľovania a poskytuje mimoriadne stabilný zvárací oblúk. Hélium vedie teplo lepšie ako argón, čím zabezpečuje hlboké a široké tavenie.
Základom zvárania TIG je volfrámová elektróda. Volfrám má teplotu tavenia 3380 stupňov Celzia, čo je najvyššia hodnota spomedzi všetkých čistých kovov v periodickej tabuľke prvkov. Vďaka tomu sa elektróda neroztaví, zatiaľ čo zvárací oblúk, ktorý vytvára, zahrieva a skvapalňuje materiál.
Vysokofrekvenčné zapaľovanie
Zvláštnosťou zvárania TIG je možnosť bezkontaktného zapálenia oblúka. Rýchle, po sebe idúce impulzy vysokého napätia umožňujú prenos iskier na obrobok a stabilizujú zvárací oblúk. Pre zvárača je vysokofrekvenčné zapaľovanie mimoriadne jednoduché na obsluhu. Elektróda sa nemôže prilepiť na obrobok a vo zvare nevznikajú žiadne volfrámové vrypy.
Kombinácia MMA s funkciou Pulse a TIG s možnosťou Pulse
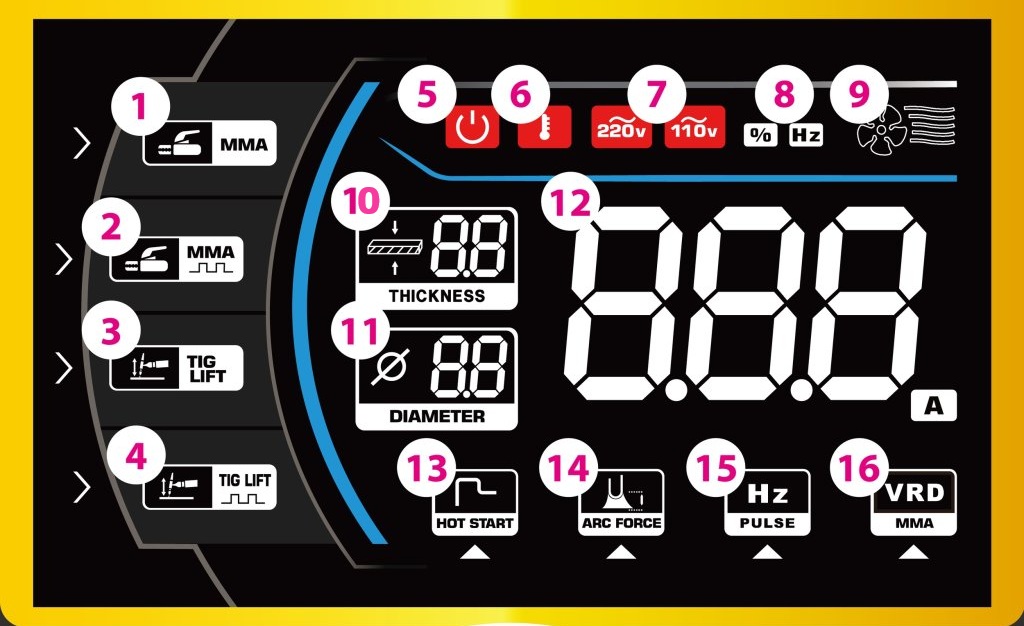
- Funkcia zvárania elektródou v režime MMA. Dlho stlačte volič na 3 sekundy, indikátor začne blikať, otáčaním voliča môžete zvoliť tento spôsob zvárania.
- Funkcia zvárania impulznou elektródou MMA. Dlho stlačte volič na 3 sekundy, indikátor začne blikať, otáčaním voliča môžete zvoliť tento spôsob zvárania.
- Funkcia zvárania elektród v režime TIG LIFT. Dlho stlačte volič na 3 sekundy, indikátor začne blikať, otáčaním voliča môžete zvoliť tento spôsob zvárania.
- Funkcia zvárania pulznou elektródou v režime TIG LIFT. Dlho stlačte volič na 3 sekundy, indikátor začne blikať, otáčaním voliča môžete zvoliť tento spôsob zvárania.
- Ikona indikujúca zapnutie napájania.
- Ikona indikujúca, že zariadenie je preťažené.
- Ikona napájacieho napätia.
- Ikony symbolizujúce % alebo frekvenciu vybraného parametra.
- Ventilátor na ikone.
- Parameter na výber zváracieho prúdu podľa hrúbky materiálu.
- Parameter pre výber zváracieho prúdu k priemeru elektródy.
- Nastavenie hodnoty parametra [A], [%], [Hz].
- Funkcia HOT START. Táto funkcia sa spustí po zásahu oblúka a spôsobí dočasné zvýšenie zváracieho prúdu nad nastavenú hodnotu. Funkcia HOT START má zabrániť prilepeniu elektródy k materiálu a je veľmi užitočná počas zapaľovania oblúka. Funkcia sa volí krátkym stlačením gombíka.
- Funkcia ARC FORCE. Táto funkcia uľahčuje prenos roztavených kvapôčok z elektródy na základný materiál a zabraňuje zhasnutiu oblúka, keď sa kvapôčky dostanú do kontaktu (t. j. skratu) medzi elektródou a zvarovým kúpeľom. Funkcia sa volí krátkym stlačením gombíka.
- Funkcia zmeny frekvencie impulzov. Zvárací šev je plochejší a zvar silnejší. Možno použiť v metóde MMA PULSE / TIG LIFT Pulse Používateľ môže nastaviť 1-5 násobok pulzu za sekundu. Funkcia sa volí krátkym stlačením gombíka.
- Funkcia VRD pre režim MMA. Táto funkcia znižuje výstupné napätie 20 V v nezaťaženom stave na bezpečnú úroveň, čím sa eliminuje riziko úrazu elektrickým prúdom. Funkcia sa volí krátkym stlačením gombíka.
Dodatočné parametre
| Kategória: | Zváračky |
|---|---|
| EAN: | 5904067443587 |
| Hmotnosť: | 3,4 kg |
| Max. zvárací prúd: | 330 A |
| Typ zváračky: | invertorové |
